

FAQ Sub Categories
Laser Engravers
The CO2 laser beam is produced by exciting a mixture of gas. Its wavelength is in the mid-infrared portion of the light spectrum, meaning that the beam is beyond the range of human eyesight. It has a large thermal effect relative to other laser types and the focused spot is larger then focused spots of other lasers with smaller wavelengths. For instance, it is very common for flatbed CO2 lasers to have a .006" spot size using what is called a 2 inch lens. For more on lenses, please click on "laser focus" just to the left on this page.
Materials commonly marked, cut or engraved using a CO2 laser include: wood, cardboard, silicone, metals, mylar, paper, cast acrylic, extruded acrylic, delrin or acetyl, styrene, polyethylene, foam (non-PVC), glass, marble, granite, leather, fabrics, EPDM, Neoprene and rubber stamps.
Materials commonly marked, cut or engraved using a CO2 laser include: wood, cardboard, silicone, metals, mylar, paper, cast acrylic, extruded acrylic, delrin or acetyl, styrene, polyethylene, foam (non-PVC), glass, marble, granite, leather, fabrics, EPDM, Neoprene and rubber stamps.

Primarily, the CO2 laser wavelength is 10,600 nanometers. There are slight wavelength variations that can be found for very specific applications for beam absorption reasons, but 10,600 nanometers is typically sold for most applications requiring a CO2 laser.
In the industrial world, defined here as laser power 10 watts or higher, there are sealed laser tubes from 10 watts and up to 400 watts and then there are continuous flow tubes for laser power greater then 400 watts and well into the multi-kilowatt range. These lasers are primarily used for metal cutting, though you will see CO2 laser energy as low as 150 watts for cutting thin metals.
Lower CO2 wattage will have an effect on metal similar to the light from a flashlight bouncing off of a mirror. Higher power is needed to overcome the reflective surfaces for cutting metals. Metals can be marked using lower powered CO2 lasers, but it requires a secondary process using Cermark or Thermark.
Sealed CO2 lasers are difficult to build on a reliable basis and is the reason why there are so few manufacturers offering them. The sealed laser tube contains a proprietary gas mixture and only about 5% of the gas is actually carbon dioxide. This is what creates the actual laser beam when the gas is excited. Approximately 90% of the gas is helium and is used to help keep the gas mixture cool for stability. Helium is very difficult to contain as the gas molecules can escape through the walls of the sealed tube.
In addition, the high peak energies generated in the power supply can damage the electronics and cause the need for repair. Commonly, this is refferred to as a laser tube recharge, though the gas in the tube is still OK. Another issue is trying to seal the gas mixture within the laser tube and compensate for thermal expansion of the metals and elastomers needed for the internal feedthroughs in and out of the tube.
Exciting the gas mixture can be done using high DC voltage or with RF energy. More commonly known as glass tubes or metal tubes respectively. Until recently, glass or metal were the only methods for creating CO2 energy in a sealed laser tube. A recent breakthrough using a ceramic core is now a third option.
Glass Tubes Or Metal Tubes Or Ceramic Tubes?
Glass tubes:
- Less expensive then metal or ceramic tubes and are Ok for "cutting" since they want to be "ON" all the time. Glass tubes are typically found in Chinese made laser systems
- Water cooled adding to the maintenance and electricity draw. Expect higher electricity bills and much more maintenance for the chiller
- High DC voltage - Be very careful operating and replacing the tube!
- Very slow pulsing when engraving and the laser works very hard causing the internally mounted metal electrodes to deteriorate quickly
- Low life time. Cutting - 1000-2000 hours. Engraving - approx 300 hours
Metal Tubes:
- Continuous, fast pulsing
- Air Cooled and water cooled available. Air cooling very commom for laser power under 100 watts
- RF (radio frequency) used to create the laser beam - safer then high DC voltage
- Cutting and engraving work well without effect on laser life
- Metal tube construction with welds and feed-throughs for internally mounted electrodes
- Lifetime is 5 to 10 years
Ceramic Tubes (CeramiCore)
- Continuous, fast pulsing
- Air Cooled and water cooled available. Air cooling very commom for laser power under 100 watts
- RF (radio frequency) used to create the laser beam - safer then high DC voltage
- Cutting and engraving work well without effect on laser life
- Ceramic tube construction fused, not welded. Welds can outgas and possibly contaminate the gas mixture.
- No seals or feed-throughs as electrodes are extrernally mounted. No chance for gas to escape or o-rings to deteriorate
- Research show up to 50% longer life time compared to metal tubes
- Up tp 30% less energy consumption compared to glass or metal tubes due laregly in part to the energy efficient RF supply
- Best beam quality for sharper results and least scorthing when cutting
- Faster switching speeds (rise and fall time) - results in faster engraving speeds since the ceramic core can operate at higher pressures since the ceramic core is fused together and not welded
YAG OR Fiber?
Here is a general overview with a focus on marking..There are three types of YAG lasers
1. Lamp-Pumped:
- First available about 1970
- Most maintenance of the three types
- Water cooled - water to water heat exchange requiring an external chiller
- 230 volts, 3 phase power
- Approximately 500 hours before changing the power source (lamp)
- Worst beam quality and largest beam size
- Apertures are changed to achieve different spot sizes
- Physically - very large systems
- Common wattage is 40, 65, 75, 100 and 120 watts
- Can be Q-switch controlled for a marking laser or pulsed for a YAG welding laser
- First available about the mid 1990's
- Water cooled - water to air heat exchange - internal water only
- 120 volts and 220 volt models
- Lifetime can vary from 2,000 hours to 10,000 hours
- Beam quality is better then a lamp-pumped systen but not as good as an end-pumped system
- Typical wattage from 5 to 50 watts
- First available about the early to mid 1990'
- Air cooled
- 120 volts
- 10,000 to 20,000 hours
- Good beam quality - can mark 1 point characters
- Typically low power 10 or 20 watts
- First available about the year 2000
- Least amount of maintenance
- air cooled up to 50 watts (pulsed) for marking lasers
- 120 volts
- 50,000 to 100,000 hours lifetime
- Best beam quality - can mark 1 point charaters
- Common wattages used are 10, 20, 30 and 50 watts
- Can be pulsed as a marking laser or diodes can be modulated for a Fiber welding laser
- Multi-kilowatts are available for cutting metals
YAG laser or ND:YAG is short for Neodymium Yttrium Aluminum Garnet
Fiber is YB:Fiber. The YB stands for Ytterbium
What is YAG and Fiber?
The ND in a YAG and the YB in a fiber is the element that gives each laser its unique wavelength of energy. This wavelength of energy resides in the near-infrared portion of the light spectrum. A YAG is 1064nm and a Fiber is 1060 nm.The wavelength is almost identical and therefore each laser can do almost identical work.
The "YAG" and the "fiber" act as a holding medium for the elements and will absorb the energy from the diodes or lamp in order for the elements to energize and create the lasing affect.
YAG lasers can be pulsed or Q-switched. We have found that YAG lasers of any variety are not as common in todays market place. In fact, a major manufacturer of pulsed or welding lasers has announced (as of 9/7/13) the discontinuation of their pulsed YAG laser line in order to focus on the fiber laser.
What do they do?
This particular wavelength of energy absorbs into metals and some plastics. This means that processing takes place. These lasers will engrave, mark, weld and cut metals. Lower powered marking lasers, up to 50 watts of pulsed energy, can cut thin metals such as .020 steel or aluminum if the user has the experience to adjust the file and settings. We, at Shertec offer consulting services if you need help. Please see our Fiber laser gallery. Higher powered CW (continuous wave) fiber lasers are used to cut through thick metals and now offer an alternative to high powered CO2 lasers.
YAG and fiber lasers will absorb into many plastics such as polycarbonate or Lexan, PEEK, ABS, Black Delrin, Black Acrylic and Polystyrene, just to name a few. Please see our Fiber laser gallery for examples.
The Energy Source:
The energy source for a Lamp-pumed YAG is a lamp that that is expected to last about 500 hours before replacing. The energy for the two diode pumped YAG's and the Fiber laser are diodes. Diodes are solid state devices that emit one wavelength of energy (typically (808nm) into the YAG crystal for a YAG laser or into the fiber for a fiber laser.
YAG lasers typically consist of one and up to three diodes. The diodes are manufactured with very tight tolerances of +/- 1% and are typically energized to 90% or more maximum potential. The diodes can become hot and IF they should, its 808nm energy can shift to 809nm or 810nm, etc. If this should happ enthen the YAG crystal does not absorb the energy and the Neodymimum is not energized. The end result can apprear that the laser is losing power and the user must compensate by increasing power or slowing speed on the process.
Fiber lasers consists of the same diodes as used in YAG lasers; however, these diodes can be the manuafctured to much lower tolerances of +/- 3%. Many times the throw away diodes from YAG lasers are used to make a fiber laser. The fiber laser uses many of these same diodes in an array that is encapsulated in a box. Each diode is energized to approx 40% of its maximum potential. A constant, internal power feedback ensures proper power output. This power feedback is transparent to the end user. This is why fiber lasers have a much more constant power output and a much higher life expectancy when compared to a YAG laser.
Laser Focus
The mysteries of focus unraveled here...Why do you need different lenses?
When do you need a rotary indexer?
Learn the differences and understand the trade off's of laser lenses
What laser do you have - Flatbed or Galvo?
CO2 Flatbed Focus Lenses -
Below are examples of different lenses using typical lenses found in a flatbed laser system. Below is information about different lenses and how far a laser can mark around an arbitrary round part with each lens:

Below you can see lenses have different focal ranges in terms of length and depth. Beam width also changes, effecting resolution and beam energy. Energy is lost in a logarithmic fashion because the circumference of a circle is 3.14 (pi). Spot size times pi is the energy of the spot and is why higher wattage is necessary when using larger lenses, especially using the 4" lens. This is also why a 30 watt CO2 laser using a 2.5" lens has a hard time cutting through even .25" wood or acrylic.
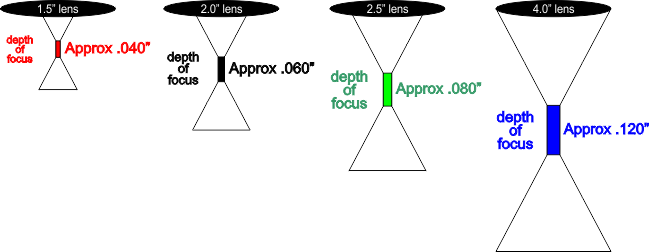
Below is the approximate spot size of each laser lens. The lens acts as a magnifying glass and converges the beam of light. The point at the sharpest convergence is the "spot size" and where laser processing takes place. There are always trade offs between lenses. Using a larger lens with larger spot could mean using lower DPI and finsihing the the job faster; however, if you are looking for details, either vector cutting or raster engraving, then you may find that the smaller lens with finer resolution is better at the cost of using higher DPI.

Fiber Galvo Focus Lenses -
Lens Sizes:
The lens in a galvo style laser dictates the size of the process field. The fast moving mirrors move the laser beam in the X and Y directions.As with the flatbed, there are trade offs of using one lens over another lens.
The information below relates to fiber lasers. CO2 lasers are also galvo based and use a different set of lenses.
| 100 mm lens Approx 2" process field |
160 mm lens Approx 4.5" process field |
254 mm lens Approx 7.5" process field |
330 mm lens Approx 9.5" process field |
420 mm lens Approx 12" process field |
|---|---|---|---|---|
 |
 |
 |
 |
 |
| 100mm Beam is the sharpest like a surgeon's scalpel, but depth of focus is very small |
160mm Best all around for marking and deep engraving metals using a 20 watt pulsed fiber laser and higher. |
254mm Larger lens is better for marking many plastics, since plastics have a low melting point. Deep engraving is Ok using a 50 watt pulsed fiber laser or higher. 10 and 20 and 30 watt pulsed fiber lasers may not overcome reflectivity of some shiny metals Good lens for marking surgical tools that need to survive passivation Good for marking anodzied aluminum |
330mm Deep engraving using higher powered pulsed fiber lasers. Good lens for marking surgical tools that need to survive passivation Good for marking plastics Good for marking anodzied aluminum |
420mm Good for marking anodzied aluminum Good for marking plastics Best focus range |
| Focus Range 100mm | Focus Range 160mm | Focus Range 254mm | Focus Range 330mm | Focus Range 420mm |
| .020" (.5mm) | .080" (2mm) | .240" (6mm) | .43" (11mm) | .64" (16mm) |
F-theta lens is more expensive because it is machined such that the beam will attempt to be perpendicular to the work piece. and focus is virtually the same across the entire process field. It doesnt quite get there, but for non-critical tolerances, the actual "laser mark" position and focus point are far more predictable
Non-F-theta lens is less expensive and the beam is similar to a pendulum when it exits the lens and therefore change in focus away from field center should be expected. Also, the laser mark location will appear to be offset due to the different focus points.


Laser Cutting Tips
The mysteries of Laser Cutting unraveled here...What laser do you have - Flatbed or Galvo or Fixed head?
Flatbed or fiixed head lasers are more appropriate for "cutting" because the material is closer to the lens. This means two things:
1. A smaller lens with smaller spot can be used to better pierce through a material - like a surgeon's scapel
2. This allows air or gas to push down on to the material to reduce or eliminate flames as well as help keep the material cooler and help the cutting process
 |
 |
|
1. Focusing on the top of a material is OK IF the material is thin. Thin is relative and depends on the laser used, wattage of laser, material, material thickness and lens size 2. Extreme example: Using a flatbed CO2 laser, a 1.5" lens and 1/2" acrylic, the material may cut through if using high enough power but expect the bottom .25" to be rough looking (chatter). 3. Expect a non flat material edge due to the laser's natural taper, as shown above |
1. Focusing below the material surface is helpful when cutting thicker materials. Focus depth is limited and will vary per lens. 2. In the previous example, simply by raising the table or lowering the laser head (depends on the laser being used) can use more of the lens' natural focus range. This will help with the "chatter" at the bottom and help keep a flatter material edge. If chatter is not eliminated then a larger lens can be used since it will have a better focus range - but be aware! at the cost of energy loss - so prepare to set the speed slower! Also, be aware the cut's line width (Kerf) will also be wider. (more material will be removed because the larger lens focused spot will be larger. 3. I typically like to re-focus halfway between the material top and the middle, especially using thicker material. 4. Higher laser wattage helps to overcome focus issues. Higher wattage is a major consideration when purchasing the laser. |
Note:
Beam width changes per lens, effecting resolution and beam energy. Energy is lost in a logarithmic fashion because the circumference of a circle is 3.14 (pi). Spot size times pi is the energy of the spot and is why higher wattage is necessary when using larger lenses, especially using the 4" lens. This is also why a 30 watt CO2 laser using a 2.5" lens has a hard time cutting through even .25" wood or acrylic.
This is also part of the reason why a galvo laser is not very good at cutting. Galvos have a very different setup and galvo lens' used are much larger since the process area is dictated by the lens.
Galvos have no chance for direct air pushing down on the material because the focus distance is much greater from teh bottom of the lens to the top of the material